


您好!欢迎来到CIUIC!


商城源码 2024-06-18
上传下载 2024-06-13
视频音乐 2024-06-13
小说文学 2024-06-13
新闻博客 2024-06-13
视频音乐 2024-06-23
视频音乐 2024-06-23
视频音乐 2024-06-23
视频音乐 2024-06-23
视频音乐 2024-06-23

小说文学 2024-06-23
小说文学 2024-06-23

小说文学 2024-06-23

小说文学 2024-06-23

小说文学 2024-06-23

视频音乐 2024-06-13
小说文学 2024-06-13
上传下载 2024-06-13
支付充值 2024-06-11
新闻博客 2024-06-13
商城源码 2024-06-18
新闻博客 2024-06-13
游戏竞技 2024-06-13
视频音乐 2024-06-23
视频音乐 2024-06-23
视频音乐 2024-06-23
小说文学 2024-06-23
小说文学 2024-06-23
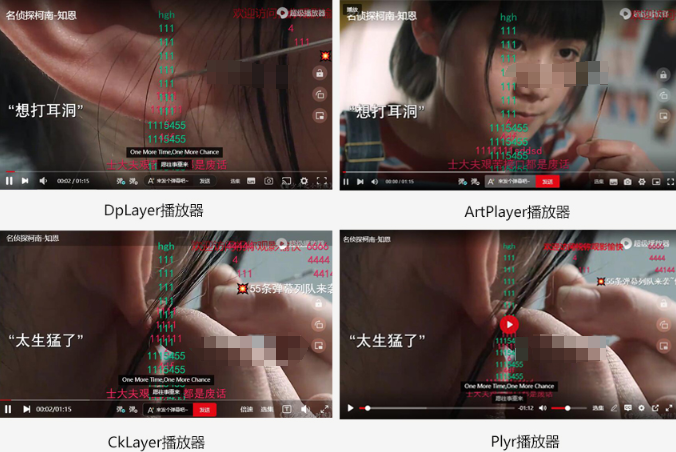
视频音乐 2024-06-13
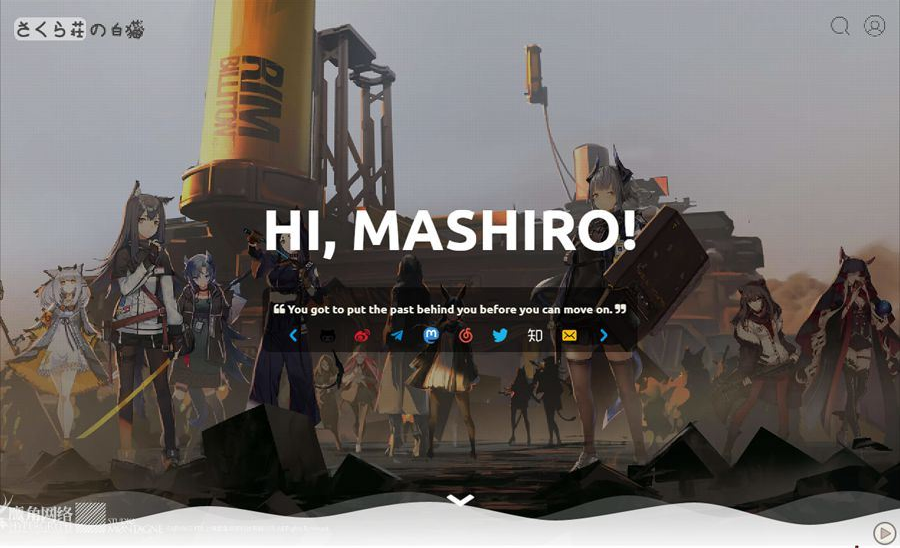
新闻博客 2024-06-13
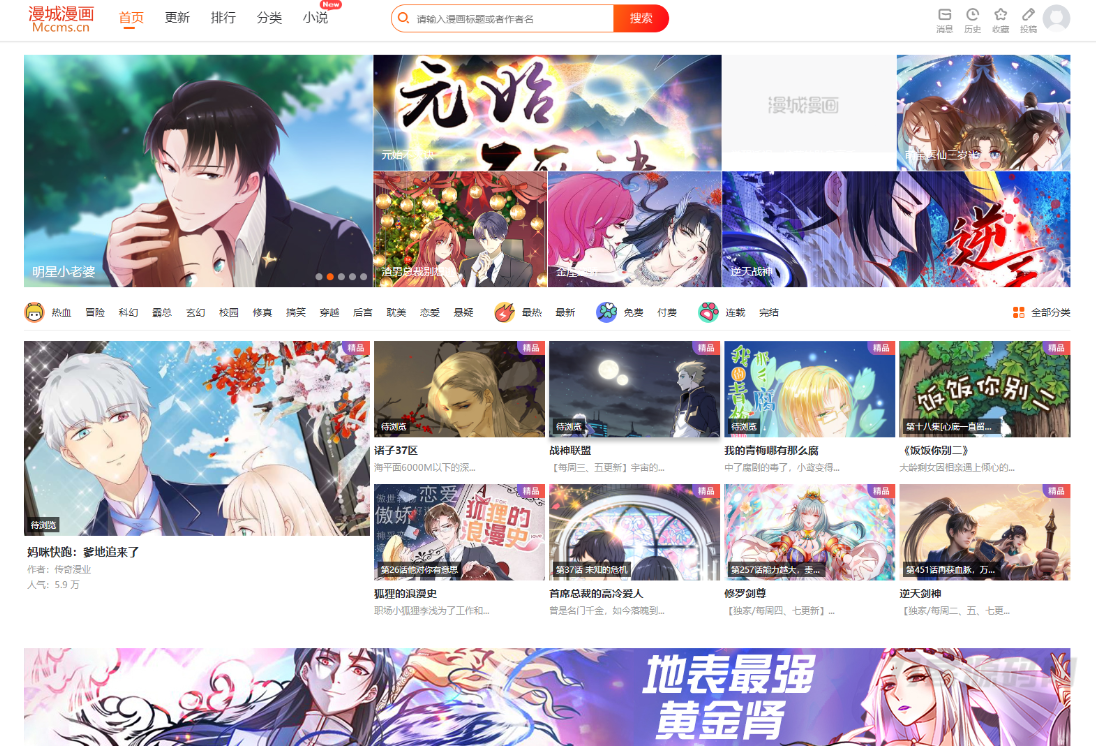
小说文学 2024-06-13
视频音乐 2024-06-13

小说文学 2024-06-13

支付充值 2024-06-11

游戏竞技 2024-06-11
打开微信,点击右上角"+"号,添加朋友,粘贴微信号,搜索即可!

